生产标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了大的便利

螺旋焊缝钢管的生产能体现出优质高效的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。
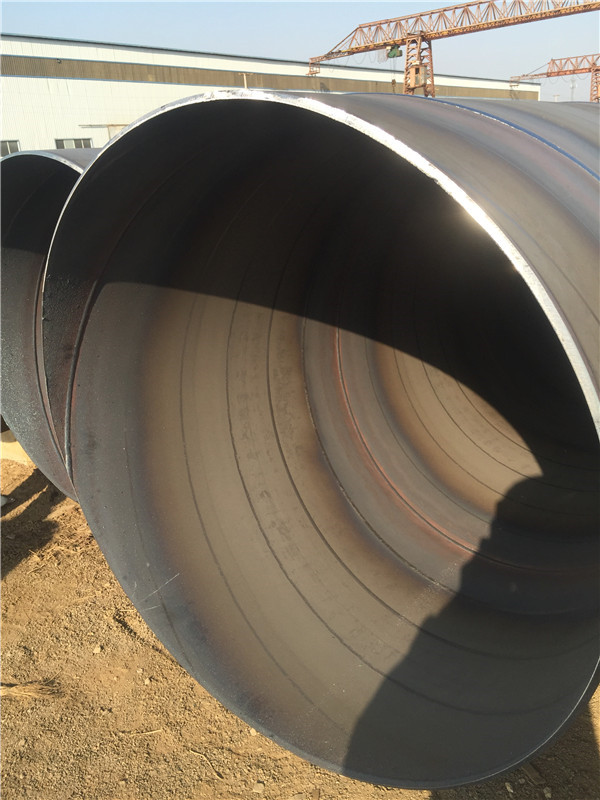
螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。钢带的镰刀弯是造成钢管错边的zui主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。

螺旋钢管在生产的时候,有些工序需要在对螺旋管加热的情况下,螺旋管加工过程中的加热操作,对于螺旋管成品的质量起着非常关键的作用。螺旋钢管加工生产过程中,加工温度的控制是一个关键,还有一定要注意的是坯料加热要均匀。穿孔对质量影响很大,坯料的穿孔温度根据材质不同而有所不同,一般都在1200℃左右。如何减少氧化皮数量,是螺旋管加热操作的*二个关键。在热挤压的时候,尤其需要注意。

螺旋焊接钢管厂家是以连续焊丝作为电和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保 护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以 使焊缝金属缓慢泠却。 埋弧焊可以采用较大的焊接电流,较大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大口径的螺旋钢管。而且多数采用自动化焊接,目前已广泛用于碳钢、低合金结构钢和不锈钢的焊接。
螺旋钢管在生产的时候,有些工序需要在对螺旋管加热的情况下,螺旋管加工过程中的加热操作,对于螺旋管成品的质量起着非常关键的作用。螺旋钢管加工生产过程中,加工温度的控制是一个关键,还有一定要注意的是坯料加热要均匀。穿孔对质量影响很大,坯料的穿孔温度根据材质不同而有所不同,一般都在1200℃左右。如何减少氧化皮数量,是螺旋管加热操作的*二个关键。在热挤压的时候,尤其需要注意。

-/gjdjai/-
http://hbggcj.b2b168.com